Technical Deep Dive: How GORE® Protective Vents Work

The Science of Venting
At the core of GORE® vents' functionality is advanced venting technology that leverages innovative materials and design principles to achieve superior results. The primary purpose of these vents is to equalize pressure, reduce condensation, and protect sensitive electronics from environmental contaminants. Here’s how they accomplish these tasks:

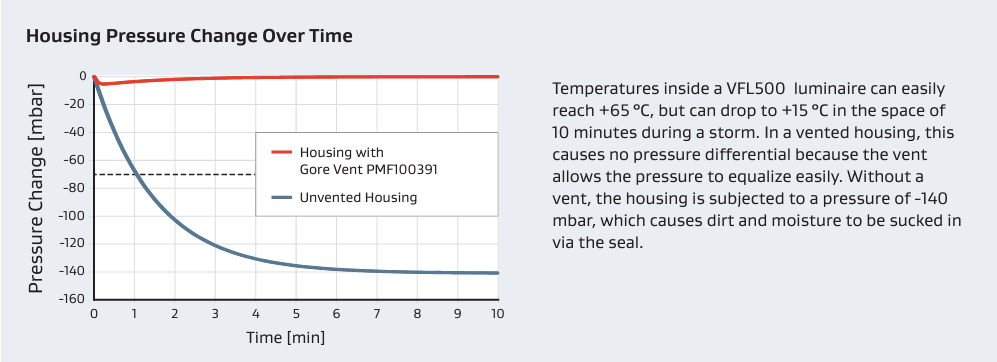
GORE® Protective Vents incorporate a microporous membrane made of expanded polytetrafluoroethylene (ePTFE). This membrane allows air to pass through while preventing the ingress of liquids and particles. By permitting airflow, the vents equalize pressure differences between the interior and exterior of the enclosure, which is crucial for preventing stress on seals and extending the lifespan of the enclosure.
Condensation Reduction
Condensation is a significant challenge in many electronic applications, particularly those exposed to varying temperatures and humidity levels. GORE® Vents' ePTFE membrane effectively manages moisture by allowing water vapor to escape from the enclosure. This venting action helps maintain a dry environment inside the enclosure, thereby reducing the risk of corrosion and electrical failures.
Reliably prevents water ingress problems in the future, and effectively equalizes pressures, to reduce strain on housing seals.
Contaminant Protection
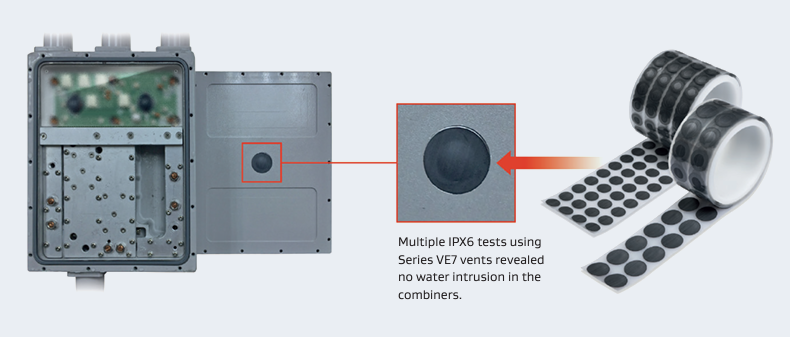
The ePTFE membrane in GORE® Vents acts as a barrier against contaminants such as dust, dirt, salts, and other particles. The membrane’s oleophobic properties prevent oils and other non-water-based liquids from penetrating the enclosure, ensuring that sensitive components remain protected from harmful substances that could impair their function.
>>RELATED: Brochure - GORE® Protective Vents for Heavy Duty Equipment
WATCH: GORE® Protective Vents in Action
Learn how versatile GORE® Vents are and how they are used in industrial vehicles, outdoor lighting and outdoor electronics.
Click each video below to learn more.


Types of GORE® Protective Vents
Gore offers a variety of vent types to suit different applications and installation requirements:
Snap-In Vents: Ideal for high-throughput or manual production environments, snap-in vents offer quick and reliable installation for enclosure volumes up to 30 liters.
Screw-In Vents: Designed for rugged environments, these vents provide durable protection and withstand mechanical stresses. They are available in various performance options, including the IK10-rated PolyVent Stainless Steel.
Acoustic Vents: Specifically for speaker and microphone applications, these vents enhance sound transmittance while maintaining high ingress protection.

Applications and Benefits
GORE® Vents are versatile and used across multiple industries, including telecommunications, solar energy, industrial machinery, battery, and aerospace.
Some of the key benefits of GORE® Vents include:




For more information or to discuss your specific application needs, reach out to our applications engineering team. We're here to help you find the best sealing solutions for your challenges.
Related Products
We have the inventory to provide the right solution for your needs, no matter the application. Explore our industry-leading seal and gasket solutions to find the ideal product for you.





Related Industries
Sealing Devices proudly supports a wide range of critical industries. We keep the world safe and running smoothly with products designed to solve complex challenges.




Related Resources
Explore our guides, blogs, and more to learn more about our industry-leading sealing solutions.


Start the Conversation



